�ߵ�������ҩ��ˮ��������
����ijҽҩ�Ƽ�����˾�Ի�ѧ�ϳɷ����������ʡ�4-��-2-�������������������Ρ���«���ȣ������ķ�ˮ�к��и�Ũ�ȵĵ������л���Ⱦ�����ԭ��������ѡ��������ˮ���Դ�꣬Ϊ�˾����ڳ������ԭ������ʩ�����Ͻ��и��죬�������ˮ��COD��NH3-N��TP��Ҫ���㡶��ѧ�ϳ�����ҩ��ҵˮ��Ⱦ���ŷű���(GB 21904��2008)Ҫ��
1 ���̸ſ�
1.1 ˮ�����
��ҽҩ��˾���200 t�����ʡ�300 t 4-��-2-�������������������Σ�30 t ��«���ȡ�һ�ڷ�ˮ��Ϊ500 t/d�����ںϼƷ�ˮ��1 350 t/d����ˮ��Ϊ����ˮ���߰�����ˮ���ۺϷ�ˮ�������������㡶��ѧ�ϳ�����ҩ��ҵˮ��Ⱦ���ŷű���(GB 21904��2008)Ҫ�÷�ˮˮ�ʡ�ˮ�����ŷű�����1��
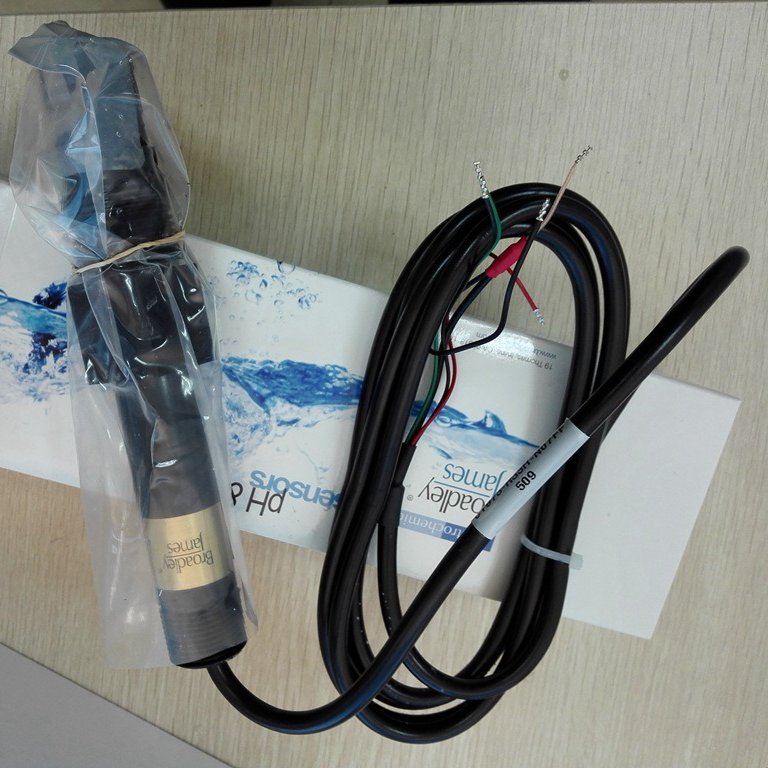
pH��Ϊ��������ˮָ�꣬�Ʊس�Ϊ������ȵ㣬��Թ���E-1312 pH�缫�����̣���������BroadleyJames��˵�Ǹ��ش����á�����BroadleyJames��Ϊ���Ƶ�E-1312 pH�缫�����̣��ؽ�Ϊ�й��Ļ�����ҵ�����ɹ۵ľ���Ч�档��������BroadleyJames������E-1312 pH�缫�������ã������ɿ�������ȷ���㷺Ӧ���ڸ���������ˮ����Լ���ˮ�������̡�
��Ը÷�ˮˮ���ص㣬����MAP+ABR+A2/O��Ϲ��ս��д��������ƹ��ղ�������������MAP����ȥ����ˮ�о��ֵ����ף�ͬʱ���������þ�����������ã�ABR����ȥ�����л���Ⱦ�A2/O���ν�һ��ȥ��ʣ���л���Ⱦ������ף��Լ��������ֽ���л������л��ס�
1.2 ��������
1.2.1 ԭ��������
ͼ1 ԭ��������
�ù��ղ��ø��γ��������ף�CaOͶ��������Ч�ʲ��ߣ���Ӧ������2��Ͷ��PAC��PAM���������ø�;�߰�����ˮ�����Ч���������������ܴ�;�ۺϷ�ˮ�������ﴦ����ԭˮCOD�ϸߣ�������һ���������ﴦ�����ܴ������Դﵽ�ŷű��������ԭ���ս��и��졣
1.2.2 �����������
�����ķ�ˮ�����������̼�ͼ2��
��ԭ��Ӧ������1��2��Ϊ�����أ�����MAP��Ӧ������1��2��ͬʱ�ѵ����ף�Ͷ��ҩ��MgCl2�B6H2O����Ч�ʸ��ҷ��õ�;����ABR������Ӧ�������������ﷴӦ���л��︺�ɸߡ������١�Ч�ʸ�;��ԭ�Ӵ������ظ�ΪA2/O�أ�ԭ�Ӵ������ع���12��1��2���Ϊ�����أ�3��4���Ϊȱ���ء�5~12��ĺ����ء�ԭ����ϵͳΪ���ܣ�1��2������3~4������������ã�5~12��������������ʽ��������������������ʣ������COD��ȥ��Ч����ͬʱ�߱������ѵ�����Ч����
����ˮ�ɳ����ڹܵ���������ڳ�1���߰�����ˮ��������ڳ�2������ˮˮ�������ױ���������MAP��Ӧ������1������pH��9.0~9.5��Ͷ��MgCl2�B6H2O����ˮ����MAP��Ӧ������2������ pH������Ͷ��MgCl2�B6H2O��һ��ȥ�������ס�MAP��Ӧ������2��ˮ����������ڳ�3���ۺϷ�ˮ��ϣ�����pHΪ6~9��������ABR�ؽ���������Ӧ����߷�ˮ�������ԣ�ȥ�����л���Ⱦ�ABR��ˮ����A2/O�ؽ�һ��ȥ���л���Ⱦ�ͬʱ�����ѵ����ף���ˮ��������أ���ˮ������ˮ����ŷš� MAP��Ӧ������1��2��������ҪΪ�����þ�������ѹ�˻���ˮװ�������Ϊ���Ͻ��л���[1]��
2 ��Ҫ�����P��Ʋ���
����Ŀ��Ҫ�����P��Ʋ�������2��
3 ����ʵ��������������
3.1 ��Ӧ��������
(1)ABR������ABR�ؽ����������Խ���ij��ˮ�������������࣬����ʱÿ�����ҵ���������Ũ��>10 g/L��������������Ӧ��������Ũ�Ȳ����輰ʱ���䡣�����������䣬�����ŷ�һ���ϻ����࣬ȷ������Ļ��ԡ��������ڿ����л�����Ϊ0.5kg/(m3�Bd)������ߣ�ÿ����߷���Ϊ0.5 kg/(m3�Bd)��ϵͳ��Ӧ��(����Ӧ����ˮCOD�ȶ���1 000 mg/L)������һ��������ֱ���ﵽ��Ӧ����Ƹ���3.0kg/(m3�Bd)���л�����������ʽΪ����Ӧ����ˮ��������ˮ�ı�����ֱ��Ϊ������ˮ������3�������ҵ�ѱ������Ⱦ��ȥ����ά����80%���ң�ϵͳ������������ã�ABR�����ɹ���
(2)A2/O��������A2/O�����������Խ���ij��ˮ�������������࣬������50 m3���������ڣ�A2/O�����������ɼ�Ъ���У�����24 h������2 h����ˮ�����µķ�ˮ���ظ���һ�����������������������������ˮ���ɣ��������У����������������䣬DO���½������������������л����������Ĵ���DO�������ɹ���SV����30%��MLSS��3 000~4 000 mg/L��ϵͳ�����ɹ�������ABR��Ӧ����ˮ���������С����������ء�ȱ����pHΪ7.0~7.5��DOΪ0.5 mg/L;O��pHΪ7.0~8.0��DOΪ2~4 mg/L;����Һ������200%�����������70%��
 ɨһɨ���ֻ����
ɨһɨ���ֻ����