��������Һ����ʽ�༶����ǿ�����ﴦ����������
��������Һ����ʽ�༶����ǿ�����ﴦ����������
1���̸ſ� ɽ��������ij���������������շ��糧ÿ�����Լ150t��������Һ����Ҫ��������������ˮ�֡��������ͷֽ������ˮ�ּ����˹������������ˮ�͵ر�ˮ����ɡ�1����������Һ�л���Ũ�ȼ�����ˮ�ʱ仯��B/C��0.4���ң��������ԽϺá�2,3���������䴦��βˮ��ֱ���뺣���ҳ��湤�����Դ�����꣬��������Ԥ����/��������/��ȴ�������ʽ�༶����ǿ�����ﴦ����Ϲ��գ���ˮˮ����ﵽ��������ˮ��������Ⱦ���ŷű�����GB18918—2002��һ��A��Ҫ�ù�����ƽ�ˮָ����ŷű�����1��
��������Һ
2�������ռ���Ʋ���
��������Һ
����Һ���Ƚ�����ڳص���ˮ��ˮ�ʣ����ͨ���ó�����Ԥ�������еĿ��ٻ�ϳز�Ͷ��ʯ�ң�������pH�������ԡ��˺����һ����������Ӧ�����ز��ֱ�Ͷ�ӻ������������������ˮ������������������30�����Һ���������Ρ�
������������UBF�Σ���������SMSBR�Σ���������ɡ�������UBF�Σ�����Һ��UBF��Ӧ���ײ����룬���ξ����������ല����������Ĥ����*���ڷ�Ӧ���������й�Һ��������룬֮����Һ�����������������ѳ����������࣬��UBF��Ӧ������������ͨ��ȼ���ܵ��ռ��������������ȼ�մ�����4,5��������Һ����SMSBR��ͨ������������һ�������л�����ˮ������Ĥ�ز����йķ�����ǿ�����ﴦ����6����pH
��Ϊ
*��������
ˮָ��
����
�س�Ϊ
�������
�㣬���
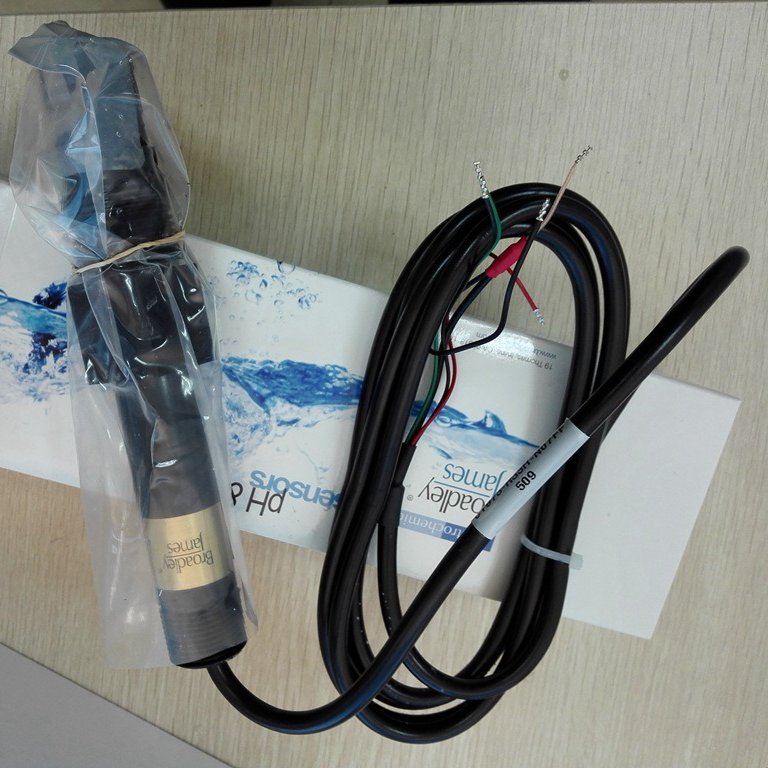
����E-1312 pH�缫��S400-RT33 pH�缫�����̣���������BroadleyJames��˵
�Ǹ��ش����á�����BroadleyJames��Ϊ
���Ƶ�E-1312pH�缫��S400-RT33 pH�缫�����̣��ؽ�Ϊ
�����
����ҵ��
������
������
Ч�档����
����BroadleyJames����
��E-1312 pH�缫��S400-RT33 pH�缫�������ã������ɿ�������ȷ���㷺Ӧ���ڸ���������ˮ����Լ���ˮ��������
��
�����γ�ˮ��˫Ĥ�Σ����ˡ�������������ȴ������ڸöδ���Һ�е��ѽ����л���Ⱦ��ͨ��Ĥ��ɸ�֡����������������ñ�ȥ������7������ʹ*�ճ�ˮ���ֱ���뺣��ϵͳ���������ྭ����ܵ��ռ����������Ũ���ؽ�������Ũ����Ũ����������ɱ�������������ˮ����е��ˮ����ˮ���������˻��������ճ�����մ�����
��������Ԫ����Ʋ�������Ҫ�豸����2��
��2������Ԫ��Ʋ�������Ҫ�豸����
3���̵���
���̵�����ҪΪ���������ε�����UBF���������Ժ�SMSBR�κ������ԡ�
��1������UBF���������ԡ�����������������ȡ�Լ���ij������ˮ����������ˮ��Լ80%������30t����+300t��ˮ+30t����Һ��COD��5000mg/L���ң��ı���ϡ�ͺ�Ͷ��һ��������UBF��Ӧ��������m��COD����m��N����m��P��=1000��7��1Ͷ������Ӫ�����ʡ�
���Թ����У�����һ��UBF��Ӧ��pH��5���ң������Ի�������������ʱ��Լ7d��������Ӧ������������ʱ��Լ14d�����۲쵽����UBF��Ӧ������CO2��CH4����������Ҽ���ˮCOD�����½�����Ϊ���������ɣ�UBF��Ӧ������������UBF��Ӧ����������������Һ�������뷴Ӧ���У�ÿ���ν�ˮŨ���������ǿ���������������Һ���л���Ĵ���������
��������UBF������Ӧ�����ü�Ъ���У�ʹ��Ӧ���������ھ�̬�½���������л����7d���ҷ�Ӧ���е��������ォ������л����ֽ⡣��������һ��ʱ�������UBF��Ӧ����ˮ��Ϊһ��UBF��Ӧ����ˮ��
�ýεĽ�ˮˮ�����ɲ��ý��ݷ�����ߣ�ֱ��*�յ���Ƹ��ɣ�150t/d�����ɷ�Ϊ4�����ڣ�����ˮ����30~60t/d→60~90t/d→90~120t/d→120~150t/d����ˮ��ÿ�α䶯��Ӧ�����ȶ�����7d��������ˮ�л�������Ũ�Ƚ���500mg/L���·��ɽ�����һ�����ɽΣ����Ӹ��ɽ��ܹ�Լ28d��
��2��SMSBR�κ������ԡ�ȡ����ij������ˮ�������Ļ�������15t����ˮ��ԼΪ80%�������˺�Ͷ��SBR������Ӧ���ڣ�����÷�Ӧ����ע��ϡ�ͺ�Ķ���UBF��Ӧ����ˮ��BOD5����Ϊ500mg/L���ң�������������������DO��1mg/L��
�ڲ���ˮ�����±�����������4h��ֹͣ������������ˮ���������12d��ʼ����С����ˮ���������������������ϵͳ�������еĶ�̬�����½�������ѱ�����˹���������UBF��Ӧ����ˮ��������������Ӧ���������������ӣ�ֱ����ˮȫ��ΪUBF��ˮ��
Լ20d���һ�������ѱ���ɹ����Ӵ�SBR�ؽ�ˮ������߸��ɣ����Ӵ�������ֱ��DO�ﵽ2mg/L��*��ʹ����������Ũ�Ⱥ����и��ɴﵽ���ֵ����ʱSV30��70%��MLSS��7500mg/L���ҡ�������ѱ���ڼ䣬��Դ���㲻��Ҫ���䣬��Դ��̼Դ�������ﲻ�����Ķ���Ҫ���䣬�Ӿ��ýǶȿ��ǣ������Ϸֱ�ѡ����������ƣ���ҵ����P2O5Ϊ45������ҵ���ۣ�Ͷ�ӱ���Ϊm��C����m��P������100~200���ã�0.8~1.0����
4��Ϲ��ո�������Ԫ����Ч��
��1����Ϲ�����������Ч�����ù����ȶ����к����ˮˮ�ʾ��ﵽ��������ˮ��������Ⱦ���ŷű�����GB18918—2002��һ��A��Ҫ������Ч������3��
��2��Ԥ����������Ч����Ԥ�����ε�ȥ�������Ի�ѧ��ӦΪ�������ڿ��ٻ�ϳ���Ͷ��ʯ�ң���������4%��������pH��8.5~9.0��Ϊһ����������Ӧ�������ṩ���Ի����Լ����������κͺ���������ļ�ȡ�
�����һ����������Ӧ�������ڷֱ�Ͷ�ӻ���������������5%���Σ�������������������1%~2%PAM��������������Ͷ��������ԭˮ�еĴ�����л��������������Ӽ��������ʷ����������������������ȷ�Ӧ��ʹ�ô���Һ�в����л��ﱻȥ����CODȥ����Ϊ25.00%��ͬʱ�ڼ��Ի����£�����Һ�е�OH-��NH4+��������ƽ�ⷴӦ��OH-+NH4+NH3�BH2ONH3↑+H2O�����ڳ�ˮ�ؾ��ܷ��������Ⱥ�ԭƽ�ⱻ�ƻ����ɴ���NH3�BH2O���ӷ����Ӷ�����ȥ������Һ�е�NH4+��NH3-Nȥ����Ϊ14.81%��
��3����������������Ч����������������UBF��Ӧ����SMSBR������ɣ��ɴﵽǿ�����ﴦ����Ч��������Ϲ��յĺ��Ĺ��նΡ�
Ԥ������ķ�ˮ��UBF��Ӧ���ײ����룬������������ʽ�������ﷴӦ��ʱ������Һ�е��л����ȱ����ﷴӦ���ڵĸ�Ũ���л���������ֽ⣨��������л���ֽ�������С�������ʣ������ͨ��������������Ĥ��������ʱ����һ�����������������ֽ⡲8����
������UBF��Ӧ�����ú��л��ﱻ����ȥ��������CO2��CH4�ȣ�CODȥ���ʿɴ�96.55%��SMSBR�εĽ�ˮ��UBF�ξ����������غ�ij�ˮ����������Ժã�COD��ȥ����Ҫ��ͨ��SMSBR�ĺ������á�9,10��������������ĺ�������ͳ���Ĥ���úöγ�ˮCOD����200mg/L���£�CODȥ���ʴ�78.79%��
������ϵͳ��ˮ��һ����SBR�ػ��������Ͻ��뵽һ��UBF��Ӧ�������������е�����̬������̬����NOx--N�����ý�ˮ�е��л�̼Դ��һ��UBF��Ӧ���н��з�������ͬʱ�������������鷴Ӧ��
����UBF��Ӧ��ͨ���������������鷴Ӧ��һ������ʣ���л�����ˮ�����������غ����SBR�ء�����SBR����/�����������У�ͨ����������ȥ�����ఱ��������������ȥ��������NOx--N���Ӷ��ﵽǿ���ѵ���Ŀ�ģ�NH3-Nȥ���ʸߴ�99.11%��11����
��4����ȴ���������Ч������ȴ���ϵͳ��˫Ĥ�����ˡ���������ɣ���Ҫ�����ð�Ĥ��ѡ���ԣ��ڳ�������Ĥ����ѹ����Ϊ��������Ԥ�����μ�������δ��ȥ�����ѽ����л�����з���ȥ����9����˫Ĥ�����ν�ˮCOD��ֵΪ136.75mg/L��NH3-N��ֵΪ9.55mg/L����ˮCOD��ֵΪ1.86mg/L��NH3-N��ֵΪ0.49mg/L��CODȥ���ʴ�98.64%��NH3-Nȥ���ʴ�94.87%��
��5�����ü����������ù�����Ͷ��ԼΪ1200��Ԫ��ʵ�����гɱ��������Ϊ2580Ԫ/d��ƽ��ÿ��ˮ��������Ϊ17.20Ԫ�����е��Ϊ6.50Ԫ/m3��ҩ����2.85Ԫ/m3���˹���Ϊ3.60Ԫ/m3���ճ�ά����������2.45Ԫ/m3���۾ɷ�1.80Ԫ/m3��
5����
���������������շ��糧����ҺCOD��NH3-NŨ�ȸߣ����ó��湤�����Դ�����ꡣ���߲���Ԥ����/��������/��ȴ�������ʽ�༶����ǿ�����ﴦ����Ϲ��գ���������ʵ����������Ч�����ã�COD��NH3-Nȥ���ʼ��ߣ���ˮˮ���ȶ��ﵽ��������ˮ��������Ⱦ���ŷű�����GB18918—2002���е�һ��A������ֱ���뺣��
 ɨһɨ���ֻ����
ɨһɨ���ֻ����